Description:
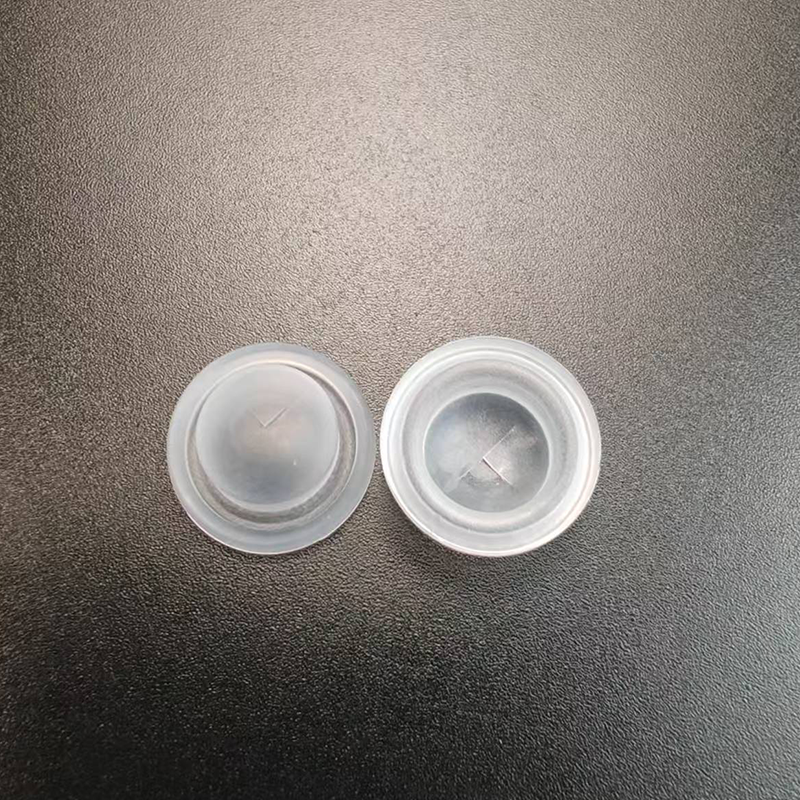
Our Custom Ketchup One Way Check Bottle Cap Silicone Rubber Dispensing Valves are designed to deliver precise, leak-proof liquid control for food packaging applications. Manufactured from 100% FDA- and LFGB-compliant platinum-cured liquid silicone rubber (LSR), these valves are produced using precision LSR injection molding and custom slit-cutting technology to ensure consistent dispensing performance. Each valve is engineered with a one-way check design, enabling effortless squeeze-to-dispense flow while preventing leaks, drips, and air backflow—ideal for ketchup, sauces, syrups, and other liquid condiments. Heat- and cold-resistant from –40 °F to 450 °F, the valves maintain long-term elasticity, durability, and non-stick functionality. Our OEM solutions cover end-to-end customization, including valve geometry, slit design, cavity count, and food-grade bottle cap integration, providing brands with a reliable and hygienic dispensing solution that enhances user convenience and reduces product waste.
Basic Information:
- Place of Origin: Xiamen, China
- Shape: Custom slit and geometry options available
- Brand Name: OEM / Custom Branding
- MOQ: Small orders accepted
- Material: Food-grade platinum LSR silicone
- Logo: Custom logo and cap branding available
- Certifications: ISO 9001, IATF 16949, FDA, LFGB, RoHS
- Packaging: Tailored hygienic packaging solutions
- OEM Services: Fully supported, end-to-end
- Primary Use: Ketchup, sauces, syrups, liquid dispensing valves
- Sample Lead Time: 5–7 business days
- Production Lead Time: 20–25 business days
Benefits of Our Dispensing Valves:
- FDA & LFGB certified platinum-cured silicone ensures safety and durability
- One-way slit valve prevents leaks and backflow, enabling clean dispensing
- Precision LSR injection molding guarantees consistent flow control
- Non-stick, self-sealing slit cut maintains hygiene and prevents residue buildup
- Customizable slit geometry (cross-slit, duckbill, etc.) for tailored flow rates
- Daily production capacity exceeding 200,000 pcs with automation
Quality Assurance:
Quality assurance for our silicone rubber check valves emphasizes food safety, sealing performance, and dispensing precision. Raw materials undergo strict certification to confirm they are 100% BPA-free and food-contact compliant. During manufacturing, advanced inspection tools—including sealing pressure testers, Shore A durometers, tensile testers, and slit-accuracy gauges—are used to validate elasticity, leak-proof performance, and dispensing consistency. Dimensional inspections ensure uniformity across cavity counts, while all products undergo batch traceability and final QC checks in a cleanroom environment to meet global food packaging hygiene standards.
Why Choose Us?
- Industry Expertise: Over two decades of silicone valve engineering for global F&B brands.
- OEM Flexibility: Fully tailored valve designs, from slit geometry to cap integration.
- Efficient Workflow: Rapid prototyping, reliable scale-up, and on-time delivery.
- Certified Reliability: ISO 9001 & IATF 16949 quality systems ensure top-level consistency.
Factory Show:
Our tooling and molding capabilities include CNC machining, Mirror EDM, and precision wire-cutting to ensure mold accuracy for complex valve geometries. With 15 compression molding presses and 2 dedicated LSR injection molding units, we support both prototype validation and high-volume valve production. Backed by ISO 9001 and IATF 16949 certification, our facility employs 3D projectors, sealing testers, elasticity gauges, and automated inspection systems to guarantee performance. Combined with high-speed die-cutting and slit-forming automation, our integrated workflow ensures high-efficiency output and consistent, leak-proof dispensing solutions for the most demanding food packaging applications.