
Hello,dudes,this is Siliconebase,nice to see you again. We welcome the opportunity to share today’s topic with you. Today we’ll delve into the world of LSR 2-shot injection molding and explore its many benefits and applications. LSR 2-Shot molding is a highly versatile and efficient manufacturing process that has revolutionized the production of silicone products. So, let’s dive into the world of LSR 2-Shot molding.
What Is Multi-Shot Injection Molding?
Multi-shot injection molding, often referred to as two-shot (2K) injection molding, is a technique used to manufacture injection-molded parts by injecting two different materials into distinct areas of a single mold. This process involves at least two injection cycles, as opposed to the single injection used in traditional molding methods.
The term “Two-Shot Injection Molding” and its variants can sometimes lead to confusion due to the diverse range of multi-material applications and the specifics of the molding process.
For example, the term might be mistakenly applied to insert molding, where an insert is placed in the mold before the injection of melted plastic to encase the insert. This technique is also used for integrating metal components with Liquid Silicone Rubber (LSR), where the metal is cleaned, pre-treated, and then introduced into the LSR molding unit.
Other terms associated with the 2-Shot injection molding process include:
– Multi-Shot Molding
– Hard/Soft Over-Molding
– Multicomponent Injection Molding
– In-Mold Assembly
Multi-Shot Injection Molding Manufacturing Techniques
Multi-shot injection molding encompasses various advanced techniques for combining multiple materials into a single part, particularly when integrating Liquid Silicone Rubber (LSR) with rigid substrates. This process enhances consumer products by improving aesthetics, precision in material placement, and overall consistency.
- Liquid Silicone Rubber Integration: In this technique, LSR is injected into the mold immediately after the rigid substrate is formed. This method imparts a soft-touch feel to the product and is ideal for applications requiring precise material placement and consistent quality.
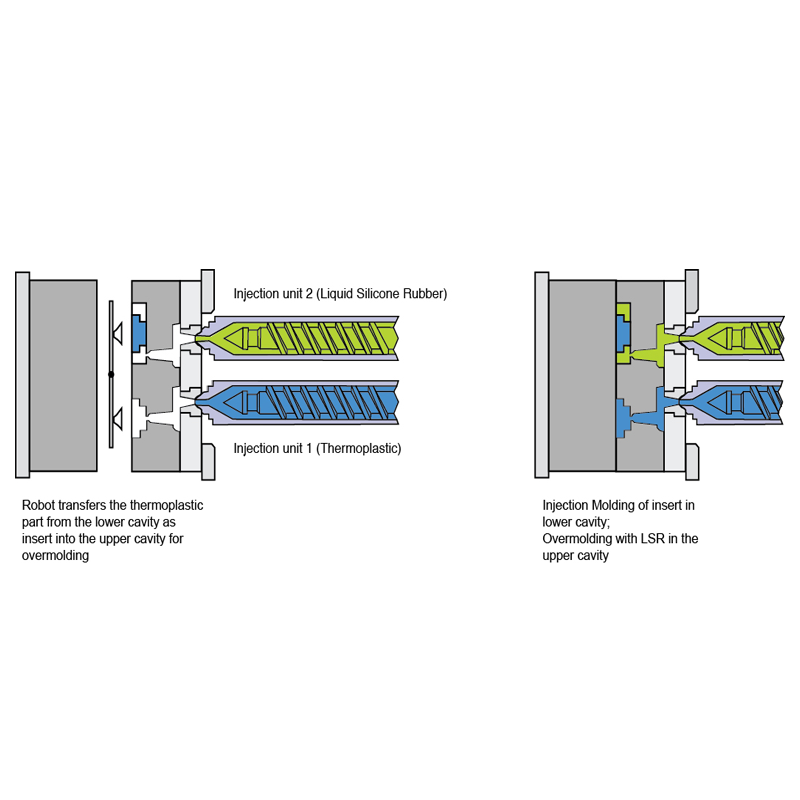
- Transfer Injection Tooling: This method employs hot runners to mold the substrate, which is then transferred to the LSR molding section using cold runners. The part is automatically de-molded with robotic technology, forming a mechanical, thermal, or combined chemical and mechanical bond between the two materials.
- Rotating Tool Molding: A rotating tool equipped with dual molds fabricates the rigid substrate in one mold and applies the LSR over-mold material in the other. A hydraulic or electric servo drive rotates the core and part by 180 degrees (or 120 degrees for three-shot processes), enabling the injection of alternating materials.
- Robotic Transfer Molding: This approach involves manufacturing the substrate in one mold and then using robots to transfer the part to a second molding machine for over-molding with an elastomer and a second polymer.
- Core-Pull or Core-Back Method: Automation expands the original cavity geometry using retractable slides or cores while the substrate remains in the mold. After the insert solidifies, the core retracts, creating an opening that is filled with a second resin within the same mold.
Additional techniques include:
– Two-Machine Transfer: Molding a base substrate in one machine and transferring it to a second machine for the over-molding of the second component.
– Layer-by-Layer Molding: Using a multi-shot mold to form thick components layer by layer with a single material across all shots.
– Co-Injection Molding: Injecting two materials consecutively at the same injection point to produce a component with a core and surface layer.
– Multi-Barrel Machines: Utilizing machines with multiple barrels to facilitate color changes and complex material combinations.
Selecting the appropriate multi-shot molding technique involves assessing factors such as part shape, geometry, production volume, and quality requirements.
The Advantages of Two-Shot Injection Molding
– Enhanced Design Capabilities: Two-shot molding allows for the creation of intricate and detailed parts by combining multiple materials, features, or colors. This flexibility enables the production of complex designs that are both functional and visually appealing, surpassing the capabilities of other manufacturing methods.
– Superior Quality: This process improves part quality by ensuring that each component is made from compatible materials, which forms a strong bond during manufacturing. The elimination of contamination risks and the consistency provided by a single molding cycle contribute to the enhanced reliability and longevity of the parts.
– Optimized Bonding: The technique facilitates robust molecular bonding between two materials within a single molding cycle, negating the need for adhesives. This results in a stronger and more durable bond compared to traditional over-molding processes that require separate tools and operations.
– Cost Efficiency: Two-shot molding reduces overall costs by allowing the simultaneous production of multiple components, minimizing tooling and molding expenses. It also enables efficient assembly processes and reduces material usage, leading to lower production costs and fewer components.
By producing high-performance, lightweight parts and streamlining production, LSR two-shot injection molding delivers significant benefits to manufacturers, enhancing operational efficiency and contributing positively to the bottom line.
Design Tips for Two-Shot Injection Molding
To ensure successful two-shot injection molding, engaging with a seasoned manufacturer experienced in both LSR and thermoplastic processes is essential. Collaboration with a knowledgeable designer or manufacturer will provide crucial insights into the interplay between materials, component design, and the part’s final performance. The selected partner should possess expertise in silicone molding and material compatibility.
The design process for multi-shot components should begin by addressing key questions related to the part’s functionality, operating environment, and the desired characteristics of the final product.
Functionality
A well-designed part should effectively:
– Absorb or transfer energy
– Seal or conduct fluids
– Provide structural support
These considerations will guide the design to ensure the component meets its intended use and performs reliably in its operational context.
Key Considerations for Effective Two-Shot Molding
While two-shot molding offers straightforward operational advantages, careful attention to specific factors is essential for achieving optimal results:
– Cleanliness: When transferring substrates between machines, it is crucial to maintain a clean and dry substrate. If molding occurs within a multi-shot mold, cleanliness is less of a concern but still important to avoid potential issues.
– Material Bonding: The efficacy of the final product relies on the strong adhesion between the substrate and the over-molded material. Achieving optimal bonding may require preheating the substrate to approach the melt temperature of the over-mold material. Mechanical enhancements, such as integrating a runner system or creating through-holes, can further improve bonding.
– Flow Management: For parts with complex geometries or isolated sections, ensure effective material flow by utilizing runners that extend from thicker sections of the part. Creating through-holes can also help deliver the over-mold material to difficult-to-reach areas.
– Gate Placement and Wall Thickness: Proper gate placement is essential to avoid voids and sink marks. Design gates in the thicker areas of the thermoplastic part and ensure they facilitate LSR flow. Maintain consistent wall thickness to prevent warping and dimensional inaccuracies, and implement gradual thickness changes for LSR.
– Optimizing Material Bond: Achieve the best bond strength by designing parts with interlocking features, such as through-holes, to enhance the melt flow and create robust bonding areas between the LSR and thermoplastic materials.
– Substrate Temperature: To ensure effective curing and bonding, substrates should be preheated to prevent delays in the curing stage. Typically, mold temperatures for LSR range from 300 to 400 degrees Fahrenheit, with a minimum of 250 degrees Fahrenheit. Use preheating methods like hot plates or conveyor ovens to achieve the required temperatures.
Consistent results can be achieved with self-adhesive liquid silicone rubber, whether using separate molds or multi-shot injection molds. Automation is key when using two machines to maintain consistent temperatures and avoid contamination. Conduct preliminary tests to evaluate how well your substrate bonds with the chosen LSR material.
Partnering with an expert in LSR two-shot molding is essential for navigating the complexities of material interactions and selecting the appropriate tooling and processes.
In conclusion, LSR 2-Shot molding is a professional manufacturing process that offers a myriad of benefits for producing high-quality, multi-material components. Its ability to streamline production, reduce costs, and improve product performance makes it a highly sought-after technology in various industries. The versatility and efficiency of LSR 2-Shot molding have paved the way for innovative product designs and enhanced functionality. If you have any questions or would like to learn more about LSR 2-Shot molding, please feel free to reach out to us. We are here to assist you and provide further insights into this fascinating manufacturing process.